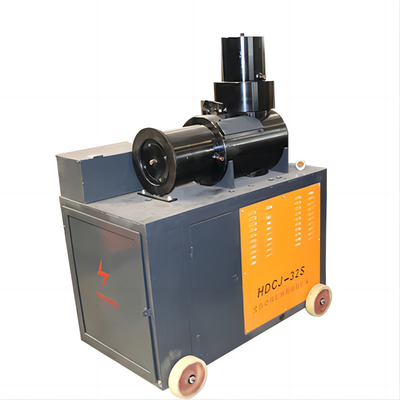
เหล็กเส้นคว่ำเครื่องตีขึ้นรูปเย็นสำหรับวัสดุก่อสร้างแบบเกลียวขนาน
-
เน้น
เหล็กเส้นคว่ำเครื่องตีเย็น
,เครื่องแปรรูปเหล็กเส้นเกลียวขนาน
,เครื่องตีเหล็กเส้นวัสดุก่อสร้าง
-
แรงดันไฟฟ้า380V
-
การกระจัดที่กำหนด10มล
-
การรับประกัน1 ปี
-
พลัง7.5กิโลวัตต์
-
ApplicationRebar
-
เงื่อนไขใหม่
-
ยี่ห้อจงโถว
-
ความเร็ว1440 รอบ/นาที
-
สถานที่กำเนิดมณฑลส่านซี
-
ชื่อแบรนด์ZHONGTUO
-
ได้รับการรับรองCE; ISO
-
จำนวนสั่งซื้อขั้นต่ำ1 ชิ้น
-
ราคาnegotiated
-
รายละเอียดการบรรจุกล่องไม้
-
เวลาการส่งมอบ7-15 วัน
เหล็กเส้นคว่ำเครื่องตีขึ้นรูปเย็นสำหรับวัสดุก่อสร้างแบบเกลียวขนาน


ลักษณะการทำงานของเครื่องทำให้เสีย:
1. ความแข็งแรงสูง: พื้นที่หน้าตัดสุทธิของเหล็กเส้นหลังจากตัดเกลียวในส่วนที่ปั่นป่วนยังคงมากกว่าพื้นที่หน้าตัดเดิมของเหล็กเส้น นั่นคือ เกลียวไม่ทำให้หน้าตัดอ่อนลง ดังนั้นจึงมั่นใจได้ว่าความแข็งแรงของข้อต่อนั้นมากกว่าความแข็งแรงของวัสดุฐานเหล็กเส้น
2. ประสิทธิภาพที่มั่นคง: ความแข็งแรงของข้อต่อไม่ได้รับผลกระทบจากแรงบิดในการขันหากเกลียวหลวมหรือขันสกรูน้อยกว่า 2 ถึง 3 ตัว ความแข็งแรงของข้อต่อจะไม่ได้รับผลกระทบอย่างมีนัยสำคัญ และอิทธิพลของปัจจัยประดิษฐ์และเครื่องมือวัดแรงที่มีต่อประสิทธิภาพของข้อต่อจะถูกกำจัด
3. ความเร็วในการเชื่อมต่อที่รวดเร็ว: ใช้ปลอกเชื่อมต่อเพื่อชนแถบเหล็กแล้วขันให้แน่นเนื่องจากตัวล็อคแบบเกลียวมีระยะพิทช์ขนาดใหญ่ จำนวนตัวล็อคแบบขันเกลียวจึงมีน้อย และไม่จำเป็นต้องใช้ประแจวัดแรงบิด จึงทำให้การเชื่อมต่อเร็วขึ้น
4. ประสิทธิภาพการผลิตสูง: การทำให้เสียในสถานที่ทำงาน การตัดหัวลวดใช้เวลาเพียง 30-50 วินาที และอุปกรณ์แต่ละชุดสามารถประมวลผลปลายลวดได้ 400-600 เส้นต่อกะ
พารามิเตอร์ทางเทคนิค
| เครื่องยนต์ | ปั้มน้ำมัน | ||
| พลัง | 7.5กิโลวัตต์ | การกระจัดที่กำหนด | 10มล |
| แรงดันไฟฟ้า | 380v | พิกัดแรงดันไฟฟ้า | 31.5mpa |
| ความเร็ว | 1440 รอบ/นาที | ความเร็วสูงสุด | 1500r/นาที |
![]()
กฎการปฏิบัติงานด้านความปลอดภัยสำหรับเครื่องคว่ำเหล็กเส้น
1. พนักงานต้องผ่านการฝึกอบรมทางเทคนิคและผ่านการประเมินทักษะก่อนจึงจะปฏิบัติงานได้
2. ก่อนการประมวลผลอย่างเป็นทางการ ควรดีบั๊กอุปกรณ์และเรียกใช้เป็นเวลา 2-3 นาที และการดำเนินการประมวลผลสามารถทำได้หลังจากปกติเท่านั้น
3. รอยบากของเหล็กเส้นตรงไม่มีการดัด
4. ก่อนการประมวลผลเหล็กเส้น เครื่องควรกลับสู่ตำแหน่งเริ่มต้นก่อนการประมวลผลเพื่อให้แน่ใจว่าการประมวลผลที่สอดคล้องกัน
5. ไม่ควรมีรอยแตกตามขวางในเหล็กเส้นที่ผ่านการแปรรูปและควรกำจัดความล้มเหลวของอุปกรณ์ให้ทันเวลา
6. เมื่อเติมน้ำมันควรเติมน้ำมันไฮดรอลิกเบอร์ 46
7. พนักงานควรปฏิบัติตามกฎการป้องกันความปลอดภัยสำหรับบุคลากรด้านวิศวกรรม
ผลิตภัณฑ์ของเรามีจำหน่ายทั่วโลก คุณสามารถวางใจได้ในกระบวนการผลิตทั้งหมดของเรา